
诚信为基 技术领导,成为受尊重的企业
20
2023
-
07
通过反应混合回收异质混合废弃聚合物 (2)
关键词:
来源:公司内部
3. 结果与讨论
3.1. 混合物表征
所有混合物的混合时间均为 5 分钟,这是所有非均质混合物达到稳态值的最短时间。这意味着在这些混合条件下,所有混合物都达到了热-流-动态平衡(MFI —— thermo-flow-dynamic)。所有混合物在所有混合条件下混合 5 分钟,表 6 可见其 MFI 值。
表 6. 所有混合物的 MFI 值
| 性质 | A3 | B3 | C3 | C2 | D3 | D2 | D1 |
| MFI, g/10 分 | 0.503 | 0.537 | 0.542 | 0.568 | 0.571 | 0.597 | 0.689 |
可以看出,MFI 值随着温度的降低以及混合速度的增加而降低。 当然,通过提高混合速度,熔体会受到更大的剪切机械应力。 例如,以 60 rpm 的速度获得的 D1 混合物的 MFI 为 0.689,而以 250 rpm 的速度获得的 D3 混合物的 MFI 为 0.571。 通过改变加工温度也可观察到 MFI 值的显着差异。 事实上,在转速相同的情况下,在 180°C 下混合物 A3 的 MFI 值比在 270°C 下降低了约 12%。
图 2 显示了作为频率的函数的复合粘度曲线 η*。 为了简单起见,仅显示了 A3、C2 和 D1 混合物的粘度曲线。

图 2. 样品 A3、C2 和 D1 的复合粘度与频率的函数关系
正如预期的那样,从 MFI 的结果可以看出,随着温度降低和混合速度增加,无论是低频还是高频,粘度都会增加。混合物的粘度取决于组分的粘度,还取决于分散的颗粒大小以及他们之间的粘附力。 特别是,混合物的粘度随着分散颗粒尺寸的减小,粘附力的提高而增加。因此,可以推测样品 A3 颗粒较小,粘附力更好。
图 3 显示了图 2 相同混合物的两种不同放大倍数的显微照片。 样品 D1 可被视为参考样品,因为它是唯一在 270 °C 下加工的混合物,所有组分均处于熔融状态。显微照片清楚地表明了聚乙烯基质和其他分散聚合物之间的强烈不相容性。事实上,这种混合物显示出异质不相容混合物的典型形态。颗粒很大,非常分散,粘附力非常弱。然而,通过降低样品 C2 和 A3温度并增加应力,分散颗粒的尺寸减小,混合更好,粘度更强。
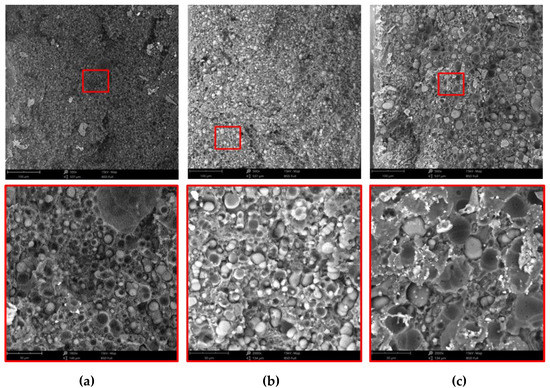 图 3. SEM 显微照片:(a) A3、(b) C2 和 (c) D1。
图 3. SEM 显微照片:(a) A3、(b) C2 和 (c) D1。
图 4 显示了三个样品的粒径分布。使用统计函数来描述颗粒的正态分布。图中的曲线证实了显微照片上的定性观察结果。

图4 粒径的正态分布曲线
较低的温度和较高的转速会导致作用在熔体上的剪切应力较高。这些加工条件在很大程度上决定了分散颗粒的大小及其分布。事实上,通过将温度从 270 °C 降低至 180 °C 并提高转速,样品 A3 和 D1 的数值平均直径分别为 6.5 μm 和 12.6 μm,分布范围分别为 3–10 μm 至 6–20 μm(见表 7)。
表 7. A3、C2 和 D1 混合物的平均直径值
| A3 | C2 | D1 | |
| 数值平均直径, Dn, µm | 6.57 | 8.34 | 12.66 |
与我们之前的研究结果一致,通过考虑每个颗粒的表面积和颗粒数量来计算基质和分散颗粒之间的接触面积。即每个颗粒的接触面积与其平方直径成正比,如下:

粒子数如下:

其中,Vti 是样品总体积,Vi 是单个颗粒的体积。 每个样品的总接触面积如下:

A3 e C2 与 D1 的接触面积之比如下:

其中,𝐀𝐀3𝐭、𝐀𝐂2𝐭 和𝐀𝐃1𝐭 分别为样品 A3、C2 和 D1 的总接触量和其单个的触点。表 8 列出了相对于 D1 的总接触面积的值。
表 8. 与 D1 有关的总接触面积值
| A3 | C2 | |
| 与 D1 有关的总接触面积 | 1.926 | 1.517 |
根据上述的平均当量直径,可以看出总接触面积随着温度降低和转速增加而增加。通过增加接触面积,减小颗粒直径,可以改善应力的传递,从而提高混合物的性能。表 9 列出了相同样品 5 分钟后的扭矩值。
表 9. 混合物 A3、C2、D1 5 分钟后的扭矩值
| 性质 | A3 | C2 | D1 |
| 扭矩, N m | 32.2 ± 1.4 | 24.8 ± 1.1 | 15.5 ± 0.9 |
扭矩与作用在熔体上的剪切机械应力成正比,可视为决定混合料最终形态的独特实验加工参数,因为扭矩会随着混合速度的增加、温度的降低而增加。剪切应力越大,分散颗粒越小,颗粒直径越小,基体和其他成分之间的接触面积越大。此外,我们可以假设,极高的剪切应力会破坏大分子链,从而产生大自由基。不同聚合物的大分子自由基可以反应形成共聚物,该共聚物可以充当基体与其他成分之间的增容剂或粘合促进剂,从而改善各种聚合物与基体之间的粘合力。
表 10 总结了所有混合物的弹性模量 E、拉伸强度 TS 和断裂伸长率 EB的值。图 5 显示了混合物 A3、C2 和 D1 的典型应力-应变曲线。在此图中,应力-应变曲线的突然变化是由于十字头速度的变化造成的。
 图 5. A3、C2 和 D1 混合物的应力-应变曲线
图 5. A3、C2 和 D1 混合物的应力-应变曲线
表 10. 所有混合物的弹性模量 E、拉伸强度 TS 和断裂伸长率 EB
| 混合物编码 | E, MPa | TS, MPa | EB, % |
| A3 | 176 ± 19 | 4.2 ± 2.5 | 5.1 ± 1.1 |
| B3 | 172 ± 23 | 3.5 ± 1.8 | 3.3 ± 0.8 |
| C3 | 174 ± 18 | 3.8 ± 1.5 | 3.2 ± 1.0 |
| C2 | 169 ± 23 | 3.5 ± 1.5 | 3.1 ± 0.9 |
| D3 | 181 ± 27 | 3.9 ± 1.6 | 3.0 ± 0.7 |
| D2 | 171 ± 24 | 3.5 ± 1.6 | 2.8 ± 0.6 |
| D1 | 165 ± 22 | 3.0 ± 1.9 | 2.6 ± 0.5 |
正如预期的那样,由于这些混合物具有很强的一致性,所有样品都很脆(见图 5),并且机械性能较低(见表 9)。然而,随着温度的降低和转速的提高,所有机械性能都略有改善。出现这种情况可能是因为直径减小,接触面积的增加,和/或由于共聚物的形成而改善了粘合力。
断裂伸长率是对分子结构和形态更敏感的机械性能。A3 混合物断裂伸长率的提高,是因为温度较低,机械应力较高,混合物形态更好。相反,在最高温度和最低转速下制备的样品D1的断裂伸长值最差。图 6 显示了 A3 和 D1 混合物以及混合物中各个聚合物的 FTIR 光谱。

图 6. A3 和 D1 混合物以及混合物中各个聚合物的 FTIR 光谱:PE(HD 和 LD)、PP、PET 和 PS
将纯 PE(HD 和 LD)、PP、PET 和 PS 的 FTIR 光谱与混合物 D1 和 A3 的 FTIR 光谱进行比较,没有发现新峰或明显的峰值移动。不过,由于无法检测到的共聚物数量极少,因此无法确定这是由于没有形成共聚物,还是由于仪器限制造成的。
相关新闻
2026-07-10
2026-06-29
2026-05-21
2026-03-23
2025-12-12
2025-10-29
邮箱:info@lykzhb.cn sales@lykzhb.cn
电话: 0379-65195189
技术服务:13838843223
公司地址:洛阳大学科技园B区1-501/502
工厂地址:洛新产业集聚区纬二路
一家集技术咨询、产品研发制造、技术服务和项目运营为一体的高新技术企业
